| Terminals & Splices |
||
|
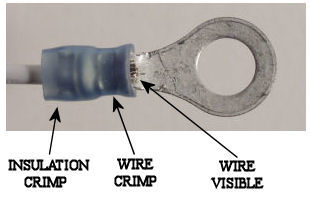
Wire repair often requires the use of terminals and splices. The proper crimping procedures and instructions for tool use are covered in the aircraft Wiring Practices Manual. Terminals are used extensively for aircraft frame (ground) connections and terminal strip interconnects. Splices are normally used for wire repair. The use of "exposed" splices is limited to areas inside the pressure vessel with no chances of chemical (Skydrol®) contamination.
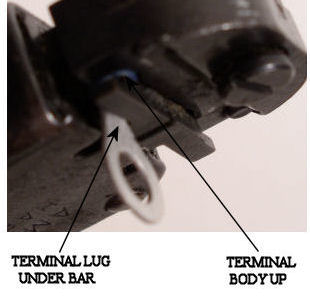
All terminals and splices are designed for double crimps. The crimp on the wire insulation provides tensile strength. The crimp on the wire itself is for electrical conductivity. To long or short of a wire strip will decrease the effectiveness of the connection.
Proper placement in the crimping tool is also needed. A terminal or splice that has not been positioned correctly will most likely be bent out of shape. Crimping tool damage could also result. Once the first "click" is heard while crimping, the tool must finish the cycle before the crimp head will open.
|
 |
|
 |
||
 |
 |
|
 |
 |
|
|
Quick Notes for Crimping
|
||
|
THE INFORMATION PRESENTED ON THIS SITE IS TO BE USED AS A GUIDE. APPROVED AIRCRAFT MANUFACTURER MAINTENANCE MANUAL PROCEDURES SHOULD ALWAYS BE FOLLOWED. |
||

| Environmental Splices |
||
|
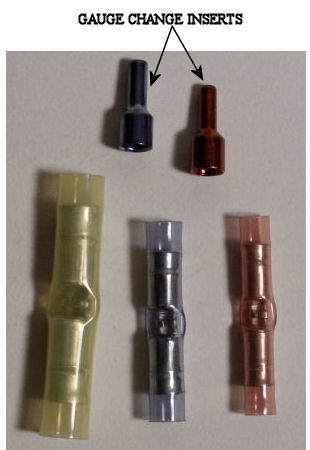
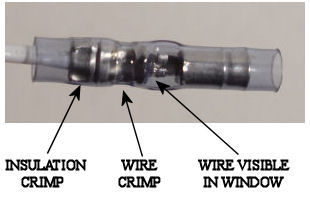
Environmental Splices should be used anytime a splice is needed outside the pressure vessel. This type of splice should also be used if there is any chance of liquid exposure.
The splice is composed of two parts, the inner barrel, and the outer sleeve. The barrel provides a solid wire to wire connection. The sleeve has sealant on both ends. When heated, the sealant flows around the wire and the sleeve body shrinks. The splice completely isolates external elements to greatly reduce the chance of failure over time. Environmental splices are manufactured by Raychem®, they require the correct crimper be used. |
 |
|
 |
||
 |
 |
|
|
|
|
|
|
Quick Notes for Environmental Splices
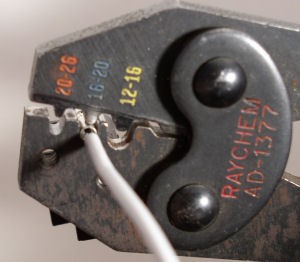
The AD-1377 crimper is used for barrel crimping. It places a double crimp on each side of the barrel.
|
||
|
THE INFORMATION PRESENTED ON THIS SITE IS TO BE USED AS A GUIDE. APPROVED AIRCRAFT MANUFACTURER MAINTENANCE MANUAL PROCEDURES SHOULD ALWAYS BE FOLLOWED. |
||


| Front Release Plugs |
||
|
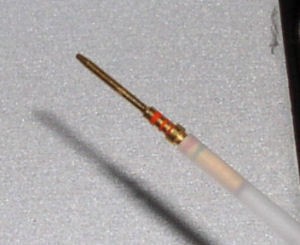
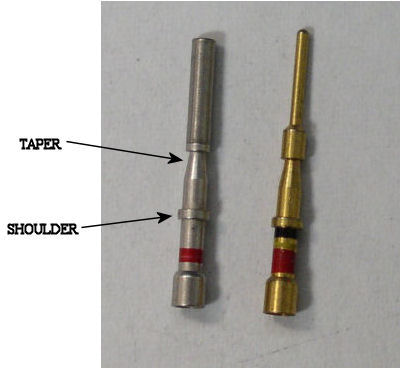
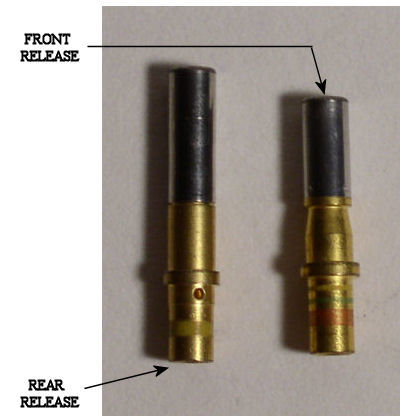
Front release plugs are found on older analog based aircraft. Newer generation applications use rear release plugs for most applications. Both types of plugs use locking tabs around each pin. The tabs must be spread open for the pin to be removed.
A quick visual of the front face is all that is needed to differentiate between the two. Front release will have rubber on the face and rear release will have a hard plastic material. Front release pins have a noticeable taper in diameter that starts after the shoulder.
The standard ranges of pin sizes are red, blue, and yellow. Red pins for gauges 18-22 receive the majority of use.
The most common purpose is for signal wires. The larger blue and yellow pins are found for power functions. It is not uncommon to find intermixing of pin sizes in the same plug.
Front release plugs use a pin pusher tool to remove the pins from front to back. The tools are made by several manufactures, but they all work in the same fashion.
|
 |
|
 |
||
 |
 |
|
|
Quick Notes on Front Release Plugs
Plug Numbering and Replacement
|
||
|
THE INFORMATION PRESENTED ON THIS SITE IS TO BE USED AS A GUIDE APPROVED AIRCRAFT MANUFACTURER MAINTENANCE MANUAL PROCEDURES SHOULD ALWAYS BE FOLLOWED. |
||

| Rear Release Plugs |
|||
|
Rear release plugs are found on newer generation digital aircraft. They have proven to be reliable against moisture and chemicals. The face of the plug will be a hard plastic material as compared to rubber on front release plugs. Both types of plugs use locking tabs around each pin. The tabs must be spread open for the pin to be removed. Rear release pins do not have a taper. Locking tabs engage the shoulder to keep the pin in place.
The standard ranges of pin sizes are red, blue, and yellow. Red pins for gauges 18-22 receive the majority of use. The most common purpose is for signal wires. The larger blue and yellow pins are found for power functions. It is not uncommon to find intermixing of pin sizes in the same plug.
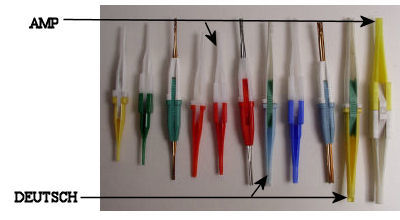
Plastic or metal insertion/extraction tools are required to work on rear release pins. The tools are made by Amp® and Deutsch®. Both manufacture's plugs are used extensively throughout aircraft avionics/electrical systems.
|
 |
||
 |
|||
 |
|||
|
Quick Notes on Rear Release Plugs
Plug Numbering and Replacement
|
|||
|
THE INFORMATION PRESENTED ON THIS SITE IS TO BE USED AS A GUIDE. APPROVED AIRCRAFT MANUFACTURER MAINTENANCE MANUAL PROCEDURES SHOULD ALWAYS BE FOLLOWED. |
|||

| Rack Plugs |
||
|
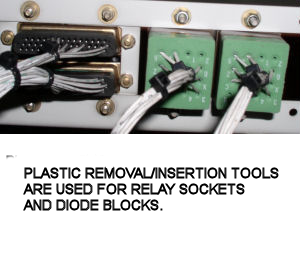
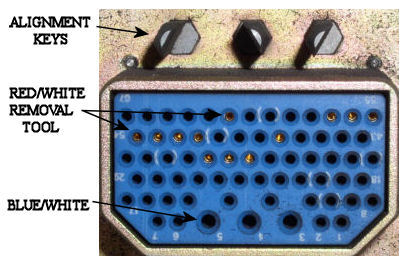
Rack plugs are used for LRU interface. There are many types and sizes for component connections. Rack plugs are similar to rear release plugs, all pins are released and removed from the back of the plug.
Rack plugs use locking tabs for pin retention. The plastic removal/insertion tools can be used in the majority of applications for pin removal. Both sides (front/rear) of the plug are constructed with hard plastic. There is normally very little resistance to tool insertion and the pins are easily released.
|
 |
|
 |
||
 |
|
|
|
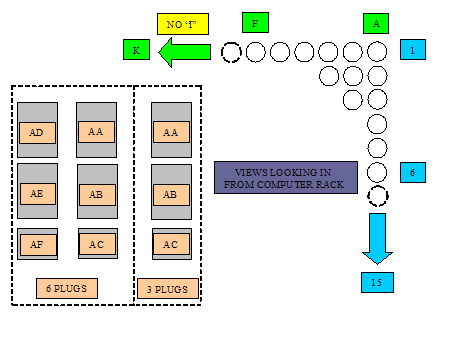
Quick Notes on Rack Plugs
Computer Racks
|
||
 |
||
|
THE INFORMATION PRESENTED ON THIS SITE IS TO BE USED AS A GUIDE. APPROVED AIRCRAFT MANUFACTURER MAINTENANCE MANUAL PROCEDURES SHOULD ALWAYS BE FOLLOWED. |
||